Cuando diseñamos una pieza, es fácil obsesionarse con la forma y las cotas críticas y dar por hecho que las paredes «ya aguantarán». Pero el espesor de pared es uno de los parámetros que más determina si un prototipo saldrá recto y resistente o si aparecerá el temido alabeo: esa deformación que curva, tuerce o levanta la pieza.
En pantalla todo parece sólido; en la mesa de trabajo, una pared mal dimensionada puede deformarse, agrietarse, vibrar durante la fabricación o provocar que la pieza no encaje.
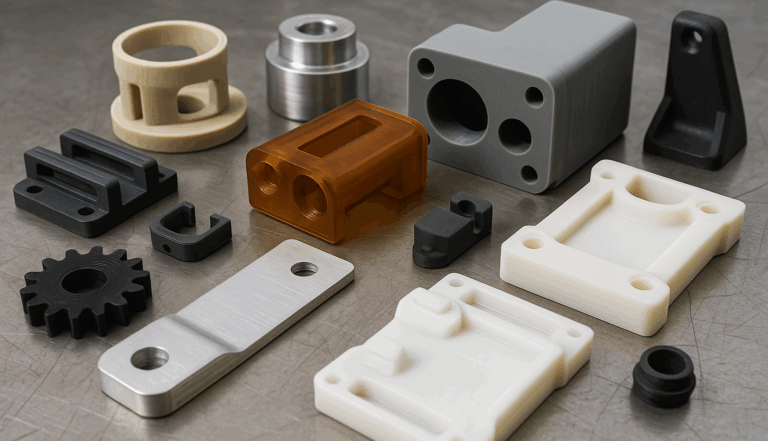
En Proto&Go! fabricamos cada día cientos de piezas mediante impresión 3D, mecanizado CNC y moldes de silicona, y sabemos que gran parte de los problemas de deformación pueden reducirse controlando correctamente el espesor de pared.
En este artículo te explicamos qué es, por qué puede provocar alabeos y qué reglas seguir para reducirlos.
¿Qué es el espesor de pared y por qué provoca alabeos?
El espesor de pared es el grosor de material entre dos superficies de una pieza. Aunque parezca un detalle menor, condiciona directamente la resistencia, el peso, el coste y, sobre todo, la estabilidad dimensional.
En impresión 3D y en piezas moldeadas, el alabeo aparece principalmente cuando distintas zonas de la pieza se enfrían o contraen a velocidades diferentes. Una pared muy fina puede deformarse o perder rigidez, mientras que una sección excesivamente gruesa puede acumular calor y contraerse de forma desigual.
En mecanizado CNC, las causas son diferentes. Las paredes demasiado finas pueden flexionar o vibrar debido a las fuerzas de corte. Además, la pieza puede deformarse al retirar material y liberarse las tensiones internas presentes en el bloque original.
El resultado puede ser el mismo: bordes levantados, superficies onduladas, desviaciones dimensionales o piezas que pierden su planitud.
La clave, por tanto, no es solo «poner suficiente material», sino repartirlo de forma inteligente y adaptarlo al proceso de fabricación.
La regla de oro: mantén un espesor uniforme
Si te quedas con una sola idea de este artículo, que sea esta: mantener espesores coherentes y evitar cambios bruscos de sección es una de las mejores formas de reducir el riesgo de alabeo.
Los cambios repentinos de grosor —por ejemplo, una zona maciza junto a una pared fina— pueden generar enfriamientos desiguales, concentraciones de tensiones y comportamientos diferentes durante la fabricación.
Para evitarlo:
- Diseña paredes con un grosor lo más constante posible, siempre que la función de la pieza lo permita.
- En piezas impresas o moldeadas, vacía las zonas macizas innecesarias para reducir material, coste y riesgo de contracción desigual.
- En mecanizado CNC, elimina material de forma equilibrada y conserva suficiente rigidez durante todo el proceso.
- Si necesitas aumentar la rigidez, utiliza nervios de refuerzo en lugar de engrosar toda la pared.
Esta regla resulta especialmente importante en impresión 3D y piezas moldeadas. En mecanizado también puede ayudar, aunque deben tenerse en cuenta otros factores como la altura de la pared, la sujeción, el material y la estrategia de corte.
Espesores de pared mínimos recomendados por tecnología
No existe un valor único: cada tecnología y material tiene sus propios límites. Los siguientes valores son referencias iniciales y deben adaptarse al tamaño, la geometría y el uso de la pieza.
- FDM: alrededor de 1 o 1,2 mm suele ser un buen punto de partida para piezas funcionales. El valor dependerá del diámetro de la boquilla, el número de perímetros, el material y la orientación de impresión.
- SLA / resinas: aproximadamente 0,8 mm puede utilizarse como referencia para paredes funcionales. Es posible fabricar espesores menores, pero pueden resultar más frágiles y sensibles a la orientación, los soportes y el poscurado.
- SLS con PA12: un espesor de entre 0,8 y 1 mm suele proporcionar un buen equilibrio entre resistencia y ligereza, aunque determinadas geometrías pueden fabricarse con paredes más finas.
- MJF con PA12: conviene partir aproximadamente de 1 a 2 mm y validar el diseño según el tamaño, la geometría y los requisitos mecánicos.
- Mecanizado CNC: como referencia general, conviene evitar paredes inferiores a 1 mm, especialmente si son altas, largas o están poco apoyadas. En determinadas geometrías y materiales pueden mecanizarse espesores menores, pero aumenta el riesgo de vibración, flexión y deformación.
Como referencia práctica, un rango de 1,5 a 3 mm funciona bien en muchas carcasas y prototipos plásticos. No obstante, el espesor debe adaptarse siempre a la tecnología, el material, el tamaño y las cargas de uso.
También es importante no sobredimensionar las paredes en piezas plásticas impresas o moldeadas, ya que las secciones muy gruesas pueden enfriarse y contraerse de forma desigual.
Nervios y radios: rigidez sin engrosar
Cuando una pieza necesita aguantar cargas, la tentación suele ser engrosar la pared. Sin embargo, añadir material en toda la superficie no siempre es la mejor solución.
En su lugar:
- Utiliza nervios de refuerzo para aumentar la rigidez sin incrementar excesivamente el peso ni el volumen de material.
- En piezas destinadas al moldeo de termoplásticos, los nervios suelen diseñarse con un grosor aproximado de entre el 50 % y el 60 % del espesor de la pared nominal. Esta proporción ayuda a reducir el riesgo de rechupes o marcas de hundimiento.
- En impresión 3D, mecanizado CNC y moldes de silicona, el espesor de los nervios debe definirse según la tecnología, el material, la geometría y las cargas que deberá soportar la pieza.
- Sustituye las esquinas vivas por radios y redondeos. Los radios reparten mejor las tensiones, facilitan el flujo en las piezas moldeadas y reducen los puntos donde puede iniciarse una grieta.
- Diseña transiciones suaves entre zonas de distinto grosor en lugar de escalones bruscos.
Otros consejos para minimizar el alabeo
Más allá del espesor, existen otros factores que ayudan a que la pieza salga recta:
- Orientación: la forma en que se coloca la pieza en la máquina afecta a cómo se fabrica, se enfría y se deforma.
- Material: el ABS tiende a alabear más que el PLA o el PETG. Los materiales como el PA12 utilizados en MJF y SLS suelen ofrecer una buena estabilidad dimensional, aunque también pueden deformarse en superficies grandes o geometrías desequilibradas.
- Superficies planas grandes: son especialmente propensas a curvarse. Para reducir el riesgo, puedes dividirlas, añadir nervios, introducir una ligera curvatura o modificar la orientación de fabricación.
- Sujeción y mecanizado: en CNC, una sujeción inadecuada o unas fuerzas de corte excesivas pueden deformar una pared fina. La estrategia de mecanizado debe mantener la rigidez de la pieza durante todo el proceso.
- Tolerancias realistas: no ajustes en exceso las zonas no críticas. Aplicar tolerancias innecesariamente exigentes aumenta el coste y el riesgo de rechazo.
Valida tu diseño con Proto&Go!
El espesor de pared es un ejemplo perfecto de por qué el diseño para manufacturabilidad, o DFM, marca la diferencia: un pequeño ajuste en el modelo 3D puede evitar retrabajos, roturas y piezas deformadas.
En Proto&Go! revisamos tu archivo 3D, detectamos zonas con riesgo de alabeo o deformación y te recomendamos la tecnología y el material más adecuados para tu pieza.
Nuestra plataforma online te permite subir tu diseño, elegir entre impresión 3D, mecanizado CNC o moldes de silicona y recibir tu presupuesto en menos de 24 horas.
Sube tu archivo y recibe tu cotización online ahora.