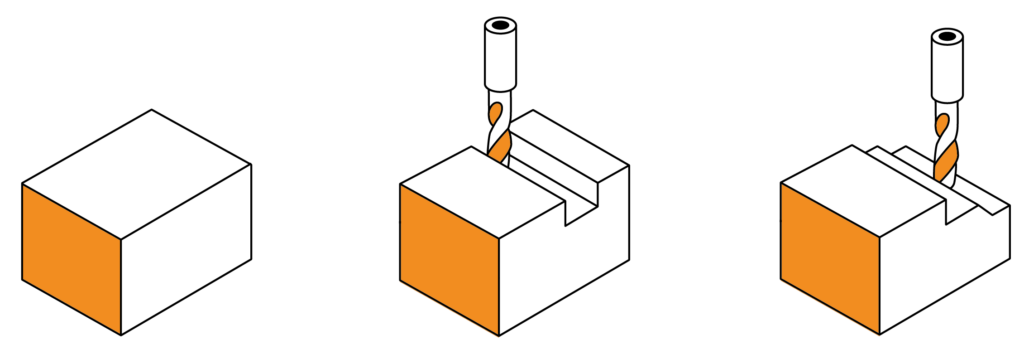
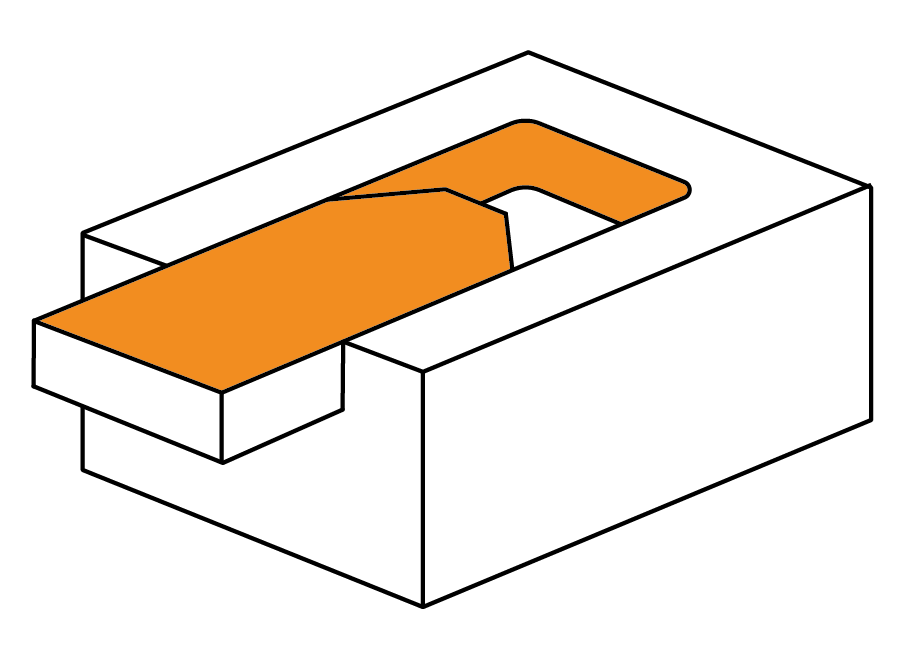
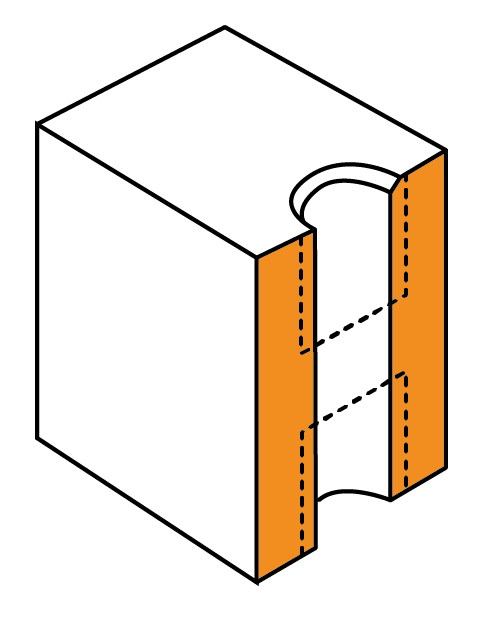
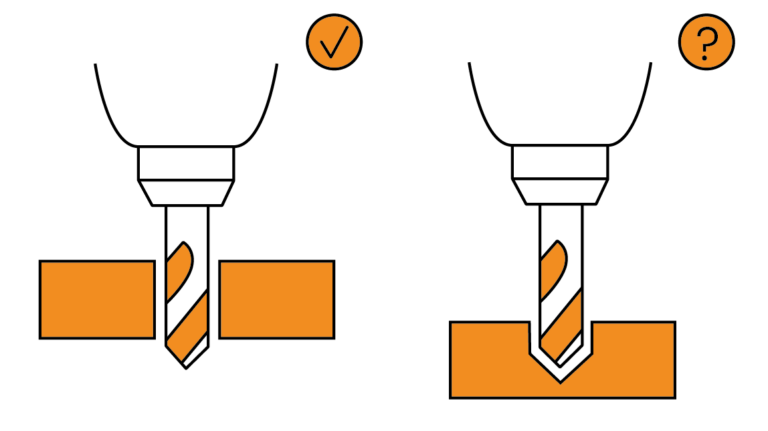
Undercuts are sections in the design where it is geometrically impossible for a standard CNC machining tool to access.
Due to the shape of the tools themselves, generally cylindrical, there are certain geometries in the designed parts that may not be achievable, leading to so-called undercuts.
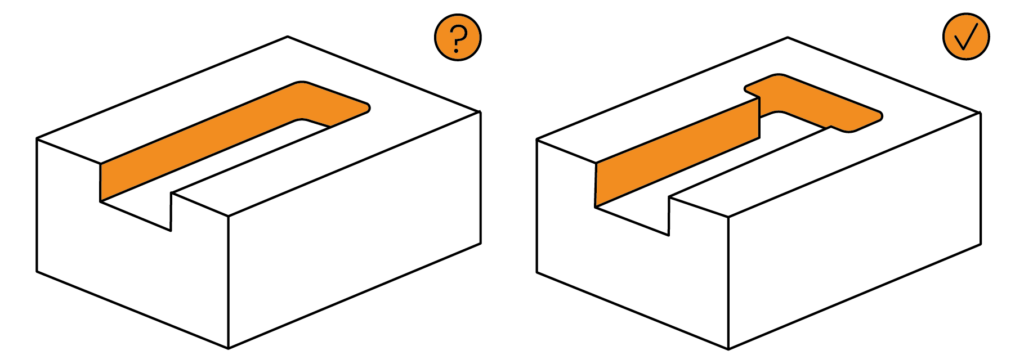
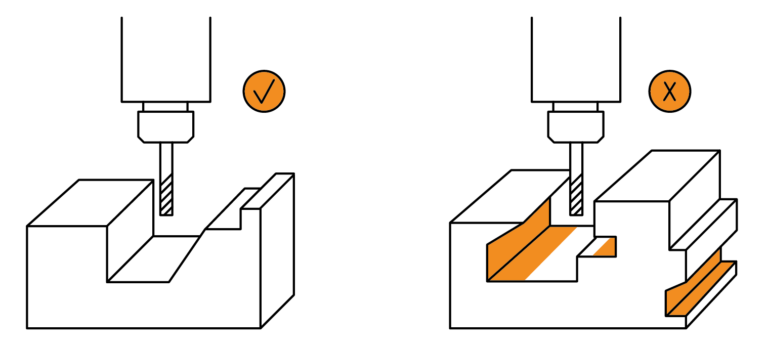
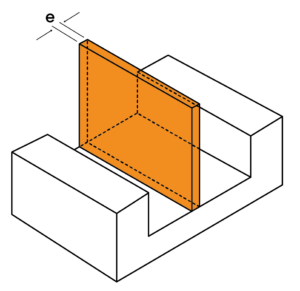
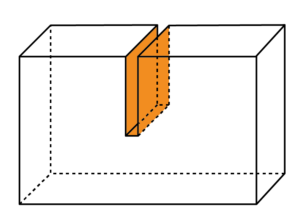
There are some exceptions such as inverted T-sections for which tooling is available, but in general, in order to produce a negative, either special purpose-made tools or post-machining processes are required.