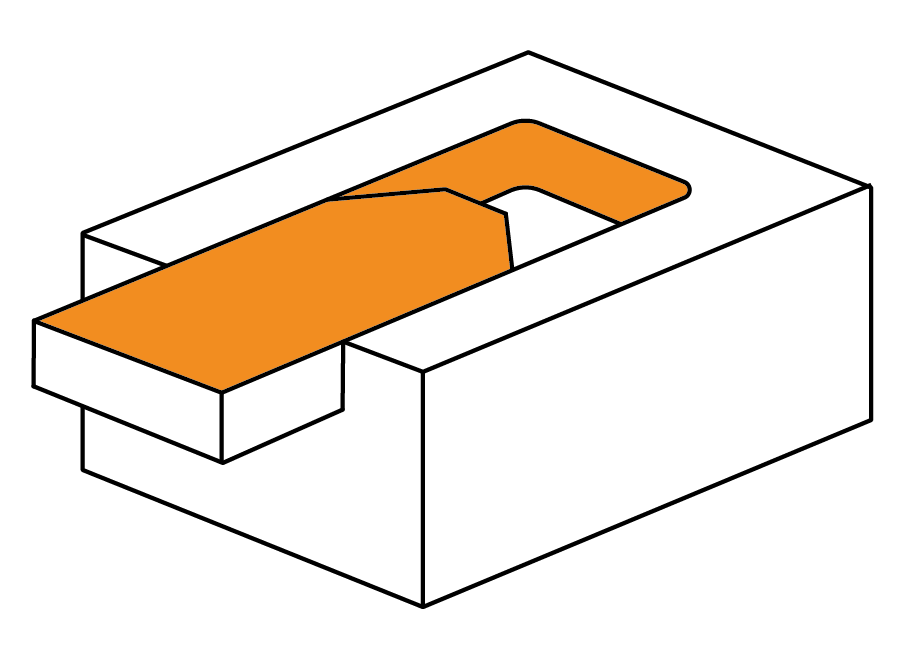
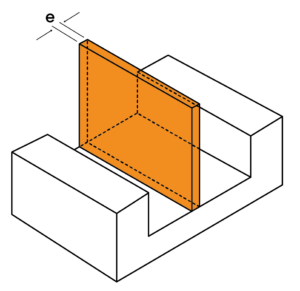
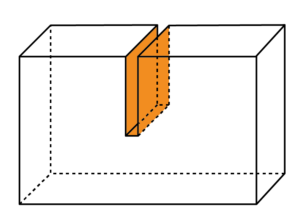
A causa delle proprietà di certi materiali, così come della geometria richiesta in alcuni disegni, abbiamo la possibilità, per facilitare il processo di fabbricazione e quindi ottimizzare il costo, di realizzare la costruzione in più parti: incollate (plastica) o saldate (metalli).
Questo processo è solitamente realizzato in materiale plastico ABS perché, grazie alle sue proprietà, è utilizzato per la costruzione di prototipi estetici molto complessi.
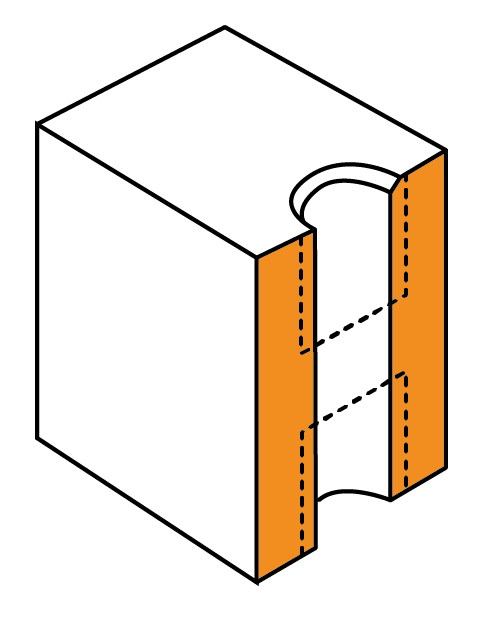
È anche possibile proporre l’uso di un giunto saldato in alcuni disegni di pezzi in alluminio che, a causa della loro geometria, non possono essere fabbricati da un unico blocco.