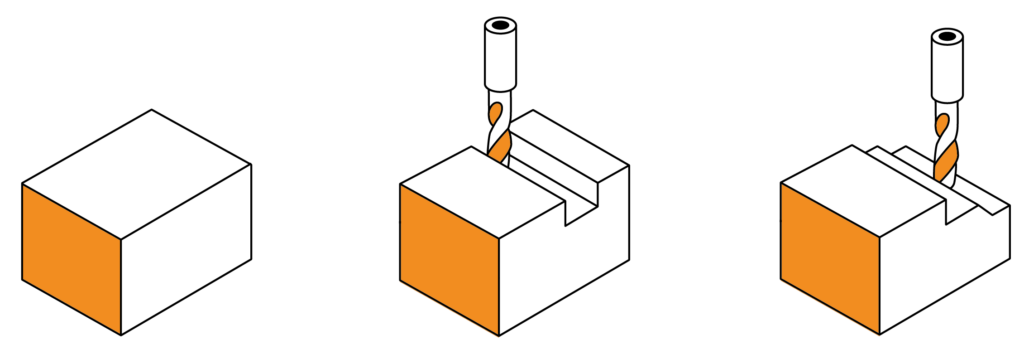
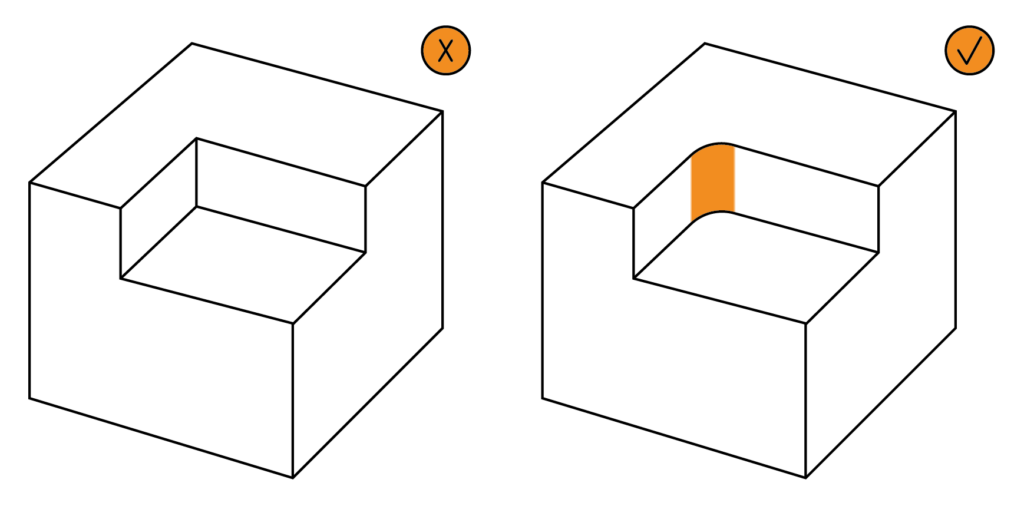
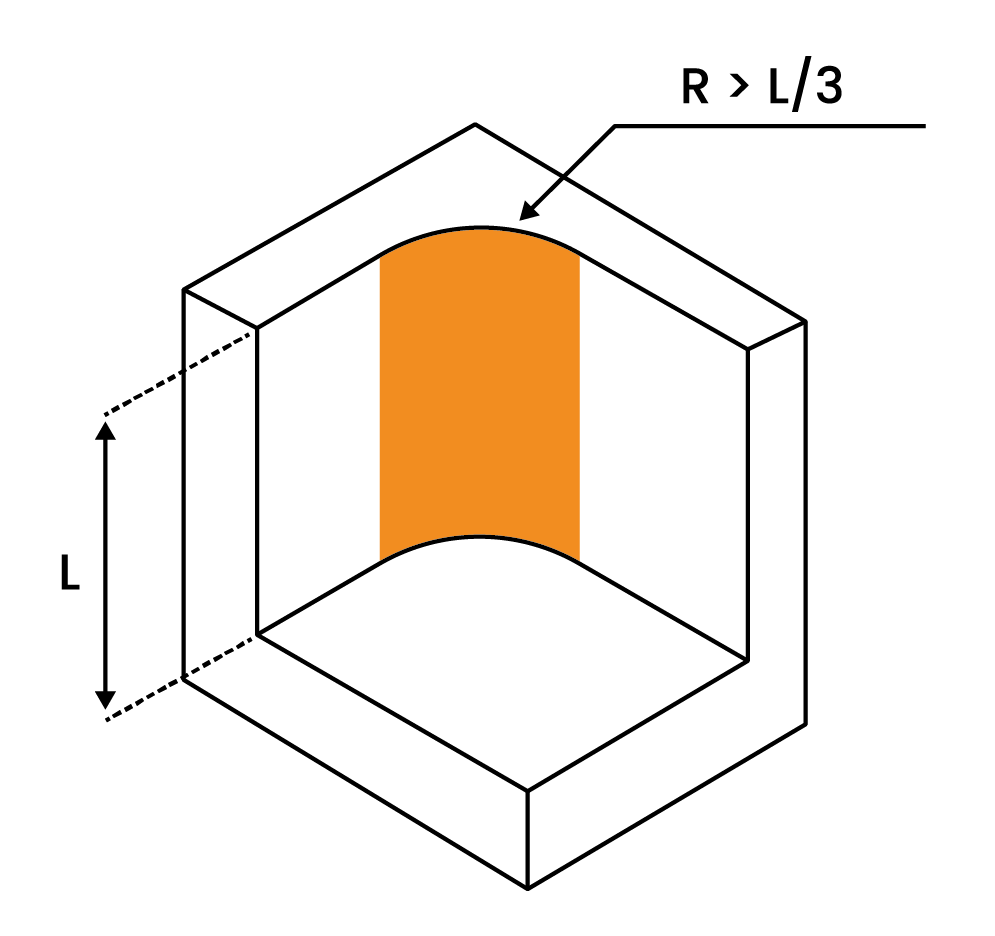
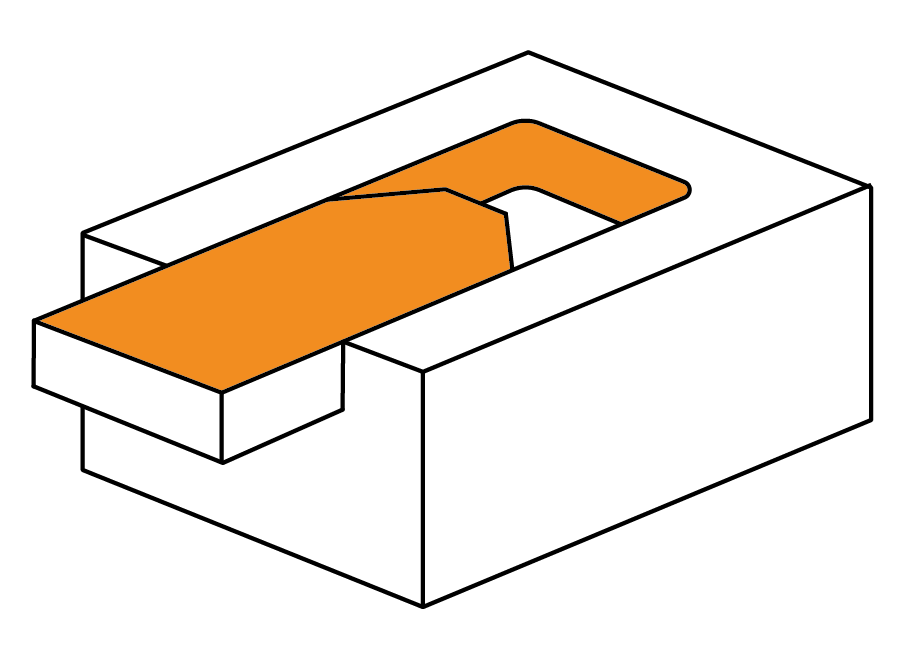
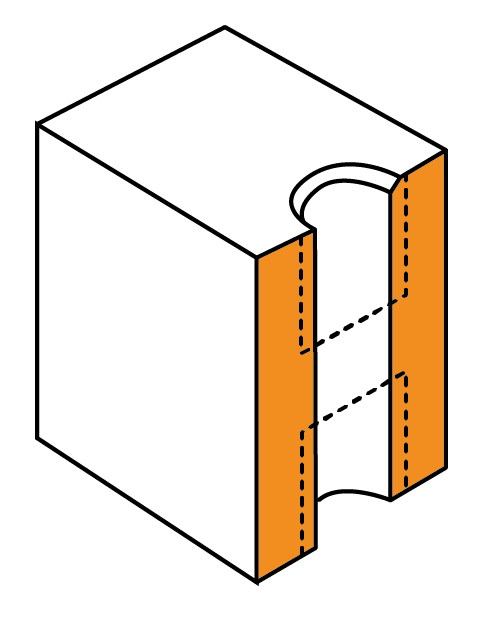
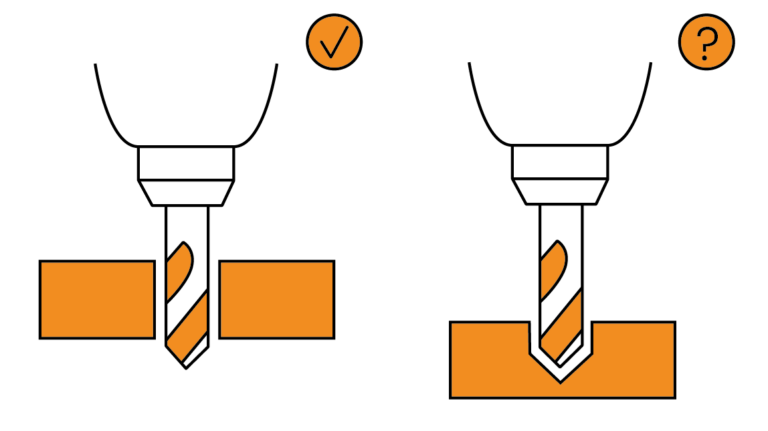
Los negativos son secciones en el diseño donde geométricamente es imposible el acceso de una herramienta standard de mecanizado CNC.
Debido a la forma de las propias herramientas, generalmente cilíndricas, hay determinadas geometrías en las piezas diseñadas que pueden no ser alcanzables, generándose lo que se conoce como negativos (undercuts en inglés).
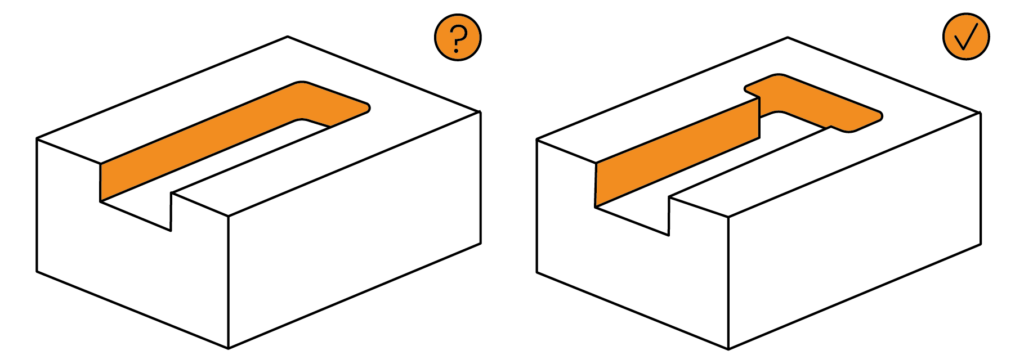
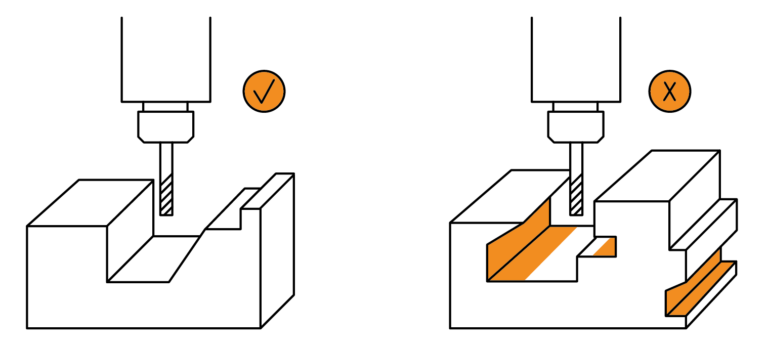
Hay algunas excepciones como las secciones de “T invertidas” para los que sí se dispone de herramientas, pero en general para poder fabricar un negativo se requieren o bien herramientas especiales fabricadas exprofeso, o bien procesos posteriores al mecanizado.